
A visszaégés az a jelenség a MIG (CO) hegesztés során, amikor a huzal elektróda és az áramátadó között kötés létesül valamelyik (vagy mindkét) komponens olvadása miatt. A MIG hegesztés az az eljárás, ahol a folyamatosan mozgásban lévő és gyorsan fogyó elektróda miatt az ív helyzete minden pillanatban változhat, és ami a legérzékenyebb a nem kellően adagolt és a munkadarabról visszasugárzott hőre. Ez nem csak azért bosszantó jelenség, mert a szükségesnél gyakrabban kopóalkatrészt kell cserélni. A nagyobb probléma az, hogy ha vannak árulkodó jelek arról, hogy a hegesztési paraméterek nem voltak megfelelőek, valószínűleg a varrat minősége sem lesz megfelelő. A visszaégés közvetlen oka az, hogy az ív felkúszik az áramátadó közelébe, közvetve pedig néhány gyakran előforduló gyakori oka van - ezek a következők:
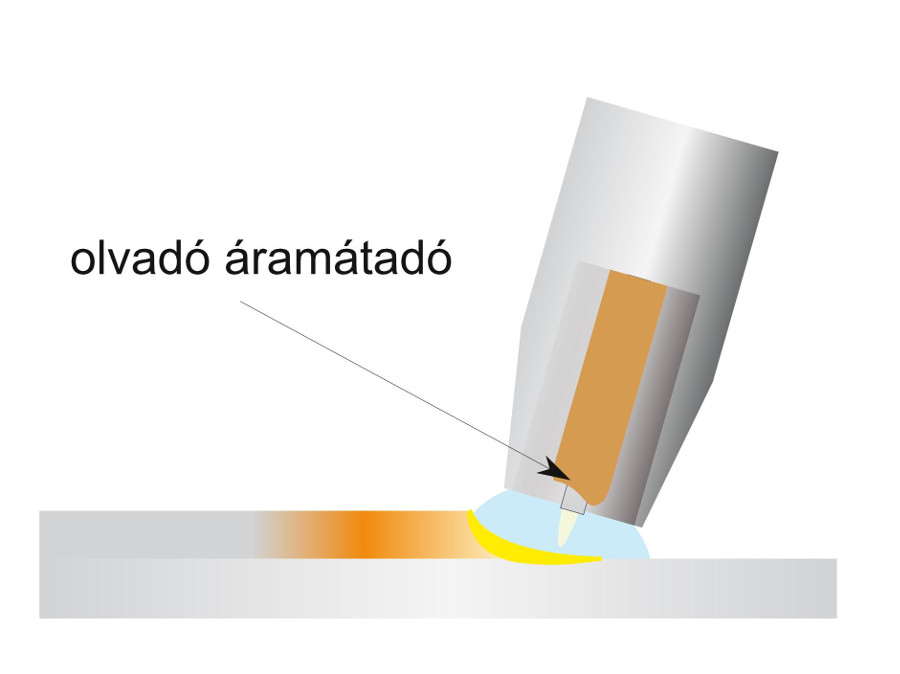
A visszaégés jelensége. A rosszul megválasztott hegesztési paraméterek miatt (az ábrán a túl közel tartott hegesztőpisztoly) Az ív túl közel kerül az áramátadóhoz.
Nem megfelelő huzalelőtolási sebesség
- A jó minőségű és egyenletes, sima hegesztés alapvető felétele az egyenletes és jól megválasztott huzal előtolás. A túl lassú előtolás a visszaégés egyik leggyakoribb oka. Ha egységnyi idő alatt több elektróda olvad le, mint amennyi a huzalelőtolás által a varratba jut, hamar az áramátadó belsejében is olvadni fog a hegesztőhuzal. Tudjuk, hogy a huzalelőtolás a MIG (CO) hegesztés elsődleges paramétere, de amennyiben nem megy a hegesztési paraméterek rovására, növeljük az előtolási sebességet. AMIG (CO) hegesztés paramétereiről bővebben itt olvashat.
Egyenetlen huzalelőtolás
- Az egyenetlen huzalelőtolást elég sok tényező okozhatja, ráadásul ezek némelyikének a visszaégéhez is köze van. Ha az áramátadó kopott, vagy olvadás miatt deformálódott (ez utóbbi a visszaégés következménye), az is okozhat egyenetlen előtolást, de természetesen az olyan okok, mint a huzalvezető kopása vagy eltömődése, vagy csak simán ahuzalvezető felszerelése (egész pontosan az ezzel járó darabolás) során a spirál a huzal útjába kerül. A huzalvezető görgő kopása vagy annak nem megfelelő feszítése szintén az egyenletes huzalelőtolás akadálya lehet. Mindig fordítsunk kellő figyelmet a kopóalkatrészeinkre és a hegesztő inverterünk helyes beállításaira, mert az egyenetlen előtolás nem csak visszaégéshez vezet, de a hegesztési varrat minőségét is nagyban rontja.
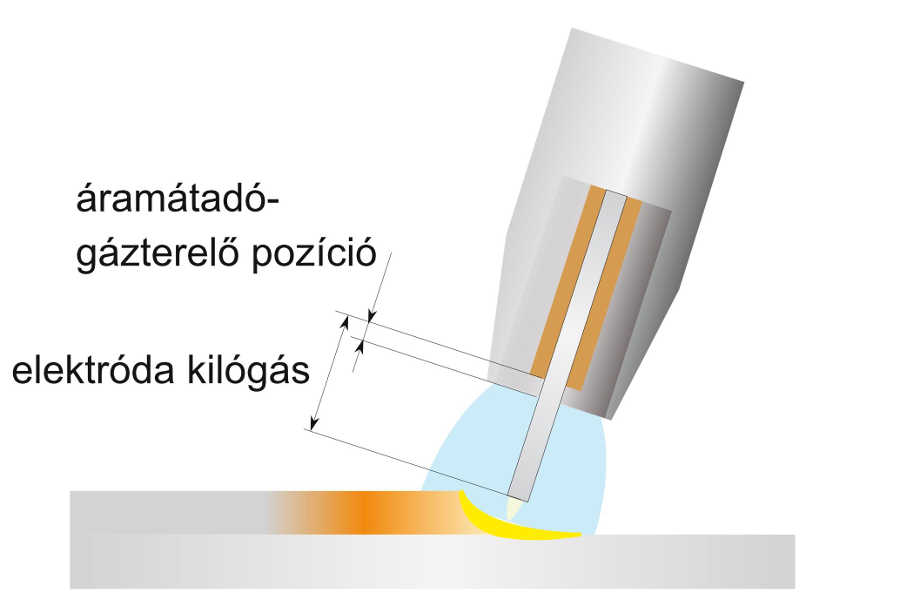
Nem megfelelő áramátadó kilógás
- Az áramátadó végének elhelyezkedése a gázterelőhöz képest kulcsfontosságú. Az áramátadó túlzott kilógása vagy nagyon mélyen való elhelyezkedése is okozhat problémát. Általában igaz, hogy minél nagyobb hegesztőáramot választunk, annál, inkább előnyös, ha az áramátadó a gázterelő végének síkja mögött ül. Ezzel automatikusan hosszabb lesz a huzal kilógása is, ami némi védelmet nyújt a hegesztési ívről sugárzó hőből fakadó visszaégésétől.
Nem megfelelő elektróda kilógás
- A hegesztési paraméterek közül az elektróda kilógása különösen fontos a visszaégés elkerülése szempontjából. Az ideális elektróda kilógás sok tényezőtől függ, de ha lényegesen 12-15 mm alatt vagy fölött van, azzal nagy mértékben megnő a visszaégés valószínűsége. Ha fölötte, akkor azért, mert a huzal már eleve izzásba került, alatta meg azért, mert túl nagy a sugárzó hő, és az ív is sokkal közelebb került az áramátadóhoz. Ez az egyik leggyakoribb hiba, de ez a legkönnyebben orvosolható is egyben.
Hibás földelés
- Erre kevésbé gondolna az ember, mint a hiba forrására, de hasonló jelenséget okoz, mint a rossz huzal előtolás. A rossz földelés egyenetlen ívhez vezet, ami túl azon, hogy negatívan hat a hegesztés minőségére, még visszaégéssel is járhat. Mindig meg kell tisztítanunk a munkadarabot, még a testkábel felfogatásánál is, ezen felül figyeljünk arra, hogy a testcsipeszt ne a hegesztőasztalhoz hanem közvetlenül a munkadarabhoz csatlakoztassuk.
Nem megfelelő áramátadó méret
- Ha az áramátadót nem jól választjuk meg a hegesztő huzalhoz, könnyen előfordulhat, hogy az áramátadás nem stabil a furat felülete és a huzal elektróda között. Ilyenkor visszaégés léphet föl, hasonlóan minden olyan esethez, ahol az áramátadás nem megfelelő. természetesen ebben az esetben is jó eséllyel nem lesz megfelelő minőségű a varratunk. Nem nyitunk neki külön pontot, de a kopóalkatrészek témájához tartozik: az eltömődött, vagy rosszul vágott huzalvezető spirál is akadályozhatja a huzalelőtolást.
Ha visszaégést tapasztalunk, a károsodott kopóalkatrészeket mindenképp cseréljük le – még akkor is, ha az áramátadóban látszólag rendben, megnövekedett ellenállás nélkül mozog a huzal.
Mit tegyünk, hogy elkerüljük a visszaégést?
Jó hír, hogy a visszaégés könnyen kiküszöbölhető, ha nagyobb figyelmet fordítunk arra, hogy betartsuk a jó hegesztési paramétereket.
- Figyeljünk a megfelelő huzalelőtolási sebességre és a megfelelő munkafeszültségre. Ezek a MIG (CO) hegesztés alapvető paraméterei
- Tartsuk meg a megfelelő elektródakilógást, ami a gyakorlatra lefordítva azt jelenti, hogy ne közelítsük meg túlzottan a munkadarabot a hegesztőpisztollyal.
- Fokozottan figyeljünk az áramátadó épségére és tisztaságára. A fröcskölésből származó anyag is felépíthet olyan akadályt, ami huzalelőtolási nehézségeket okoz. Ha fröcskölésvédő spray-t használunk, soha ne szemből fújjuk az áramátadóra, hanem a gázterelőt eltávolítva inkább oldalról. A furatba jutó spray érintkezési problémát okoz, ami a stabil áramátadást is ellehetetleníti – arról pedig tudjuk, hogy mihez vezet: többek között visszaégéshez.
- Huzalfeszítés megfelelő beállítása. Az előtoló görgőit megfelelő mértékben kell megfeszíteni. A túlfeszítés ugyanúgy előtolási elégtelenséghez vezethet, mint a túl laza görgőleszorítás.
- Az elektródával (azaz a hegesztőpisztollyal) mindig tartsuk a megfelelő pozíciót, az ideális szöget a haladás irányába és a munkadarabokhoz viszonyítva is. A stabil pozíció stabil előtolással párosulva segít kiküszöbölni a sz ívparaméterek és a feszültség ingadozását, így lényegesen kisebb esélye van a visszaégésnek.