
Gyakran keresnek meg minket hegesztők azzal a kérdéssel, hogy meglévő MIG (CO) hegesztőgépük alkalmas-e alumínium hegesztésére. Ma ezt a kérdést járjuk egy kicsit körül – megnézzük, milyen követelményeket támaszt az alumínium hegesztése a fogyóelektródás hegesztő inverterekkel szemben.
Abban mindenki egyetért, hogy az acél a belépő a hegesztés világába. Minden más fém - köztük az alumínium hegeztése is - annál jóval nehezebb feladat. Az alumínium hővezetőképessége sokkal jobb, mint az acélé, az olvadáspontja pedig 660°C, ami nagyjából 700-750°C-kal alacsonyabb, mint a hegeszthető acéloké, ezek a tényezők pedig komoly kihívás elé állítják a kevésbé gyakorlott hegesztőt: elegendő hőt kell továbbítani az anyagra, hogy az egészséges méretű hegfürdő fennmaradjon, de nem túl sokat, hogy az átégést elkerüljük. Minél vékonyabb az anyag, annál nehezebb ezt az állapotot fenntartani. A varrat kezdése különösen nehéz feladat, mivel a hideg anyag nagy mennyiségű hőt von el, és az ívgyújtást nehezíti az alumíniumon tisztítás után is percek alatt újraképződő oxidréteg. Látható tehát, hogy sokkal szűkebb a megfelelőnek tekinthető hőmennyiség-tartomány, mint az azonos anyagvastagságú acélok esetében.
Az alumínium hegesztés felszerelésigénye
Az alumínium hegesztésére legalkalmasabb MIG (CO) hegesztőgépek az impulzus hegesztő inverterek de ennek hiányában sem kell kétségbe esni. Ilyen például a MATRO MIG-200 L Dualpulse, ami egy minden igényt kielégítő szinergikus vezérlésű duplaimpulzus hegesztő inverter, méghozzá verhetetlen áron. A kezelőfelületét az alább láthatjuk.
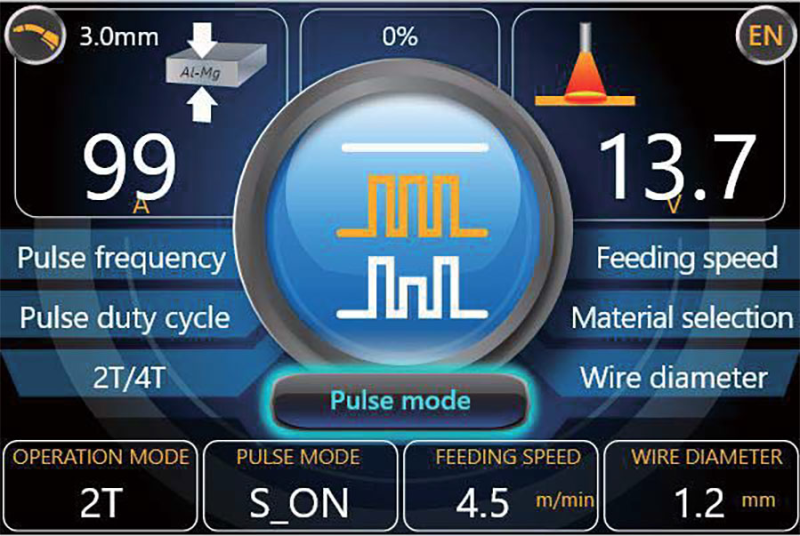
Szinergikus impulzus hegesztőgép kezelőfelülete
Egy jó minőségű, jól szabályozható inverteres hegesztő berendezéssel impulzus funkció nélkül is lehetséges jó eredményt elérni, ha az ember a megfelelő praktikákat alkalmazza. Az alapvető szabályozható paraméterek az előtolási sebesség fokozatmentesen (ami a régi hegesztőgépek egy részét kizárja), feszültség, és hatalmas előny, ha az induktancia vagy az ívindítási paraméterek is állíthatók. Azonban fontos tudni, hogy bármelyik megoldás mellett is dönt valaki, mindkettő némi gyakorlatot, tapasztalatlanabb hegesztőktől pedig kísérletezést igényel.
Azzal sem árt tisztában lenni, hogy a MIG (CO) hegesztőgépek nehezen birkóznak meg az alumíniummal 3 mm anyagvastagság alatt, 2 mm alatt pedig még az impulzus hegesztőgépekkel is kétséges a siker. Ennél vékonyabb anyagokhoz váltóáramú TIG (AWI) hegesztő inverter beszerzése szükséges (amiben szintén tudunk segíteni), de az már nem a mai írásunk tárgya.
Alumínium huzal elektróda
Tudnunk kell, hogy az alumínium huzal elektróda elég érzékeny az előtolás műveletére. Az acélhoz képest kisebb szilárdságú anyag sokkal hajlamosabb a kihajlásra nyomás hatására, különösen, ha a nem megfelelő huzalelőtoló görgő meg is gyűrte. Az acélhuzalhoz használatos V-profilú görgők hajlamosak eldeformálni a huzal profilját, ezért a hegesztőgépet alumíniumhoz való, U-profilú huzalelőtoló görgőkkel kell felszerelni. Alumínium hegesztéséhez általában vastagabb huzalt használunk, mint amit egy hasonló geometriájú acélszerkezethez használnánk.

Huzalelőtoló görgő alumíniumhoz. Az átmérő mellett látjuk az U-profil jelölését.
Hegesztőpisztoly
Ha a gépünk EURO aljzattal van felszerelve, a hegesztőpisztoly könnyen felkészíthető alumínium hegesztésére. A munkakábel huzalvezetőjét ki kell cserélni teflon huzalvezetőre, aminek a súrlódási tulajdonságai sokkal kedvezőbbek. A legcélszerűbb azonban egy rövidebb, azaz 2, de legfeljebb 3 méteres hegesztőpisztoly beszerzése. Hosszabb pisztollyal még teflon huzalvezetőt alkalmazva is problémát okozhat az előtolás. A hegesztő munkakábelünket alumínium huzalhoz való áramátadóval kell felszerelni, ami a bevezető kúp geometriájában már ránézésre is különbözik az acélhuzalhoz való áramátadóktól.

Teflon huzalvezető
Polaritás
Alumínium hegesztés előtt mindig győződjünk meg, hogy a munkakábelt a pozitív (+), a testkábelt pedig a negatív (-) polaritáshoz csatlakoztatjuk.
Az alumínium hegesztés nehézsége és praktikái
Alumínium hegesztés során a legnagyobb kihívást a kontrollálatlan olvadék felrakódás, és a kráterképződés jelentik. Hogy teljes mértékben ki tudjuk küszöbölni, sajnos impulzus hegesztő invertert kell beszerezni, de annak hiányában is korrekt, azaz nem kimondottan szép, de jól beolvadt varratot tudunk alkotni néhány praktika alkalmazásával.
Teljesítmény és feszültség állítás: A rossz minőségű varratkezdés a rossz hőmennyiség következménye – néha a túl sok, de leggyakrabban a túl kevés bevitt hő okozza a jelenséget. ennek az az oka, hogy a hideg anyag túl sok hőt von el a hegfürdőből. Ilyenkor az vezet célra, ha megnöveljük a hegesztőáramot (egyes szinergikus MIG (CO) hegesztőgépeken a ténylegesnél nagyobb anyagvastagságot beállítva például), vagy manuális beállítás esetén az előtolást és a jobban a feszültséget. Ezzel viszont azt a problémát idézzük elő, hogy a varrat folytatásánál már kisebb hőt kell bevinnünk, mint a varrat kezdetén. Egyes impulzus CO (MIG) invertereken külön áramfelfutást állíthatunk be a varrat elejére, de ha ilyen lehetőség nem áll rendelkezésünkre, meg kell találni a kompromisszumos megoldást, azt a beállítást, ami már elég hőt visz be a hegesztési varrat elején, de még nem túl sokat a folytatásnál. Egyébként is segít, de ha ebben a beállításban bizonytalanok vagyunk, építsük fel a varratot több rövid időtartamban hegesztve, így szabadabban állíthatunk be nagyobb áramokat. Alumínium hegesztésekor lényeges, hogy a hegesztő munkakábel gázterelője mindig a haladási irányba mutasson (azaz ne "húzzuk" a hegesztőpisztolyt, hanem "toljuk"), így egyrészt könnyebben megelőzhető a porózus varrat kialakulása, másrészt szélesebb, de sekélyebb beolvadás érhető el, ami a kritikusan vékony anyagoknál segít megelőzni az átégést.
Induktancia állítás: Korábban már szóltunk az induktancia hatásáról, de azt sem árt szem előtt tartani, hogy az alacsonyabb induktivitás érték bár nagyobb fröcsköléssel jár, de segít szűkebb, fókuszáltabb varratot létrehozni, ami segítség lehet hőérzékeny anyagok hegesztésekor – mint amilyen az alumínium.
Védőgáz
Az acélok hegesztéséhez általánosan elterjed Ar+CO2 kevert gázt sajnos alumíniumhoz nem tudjuk használni, mivel a CO2 reakcióba lép az alumíniummal. Erre a hegesztési feladatra kizárólag 100% Ar védőgáz használható.
Összefoglalás
Az alumínium hegesztése nagyobb igényeket támaszt a felszereléssel szemben, mint az acél. A MIG eljárás egyébként is csak korlátok között használható alumínium hegesztésére, mivel 3 mm alatti anyagoknál már erősen kétséges a siker. Ha kompromisszumok nélküli eredményt szeretnénk elérni impulzus hegesztőgépet kell használnunk, de jó eredményt érhetünk el egy jóminőségű impulzus funkció nélküli MIG (CO) hegesztőgéppel is. A beépített pisztolyos barkácsgépek viszont nem alkalmasak a feladatra.
Ha megvan az alkalmas hegesztőgépünk, az már könnyen felkészíthető az alumíniumos munkára, az előzoó görgő cseréjével és a polaritás bellításával. Lehetőleg rövid hegesztőpisztolyt válasszunk, méghozzá teflon huzalvezetővel. Alumínium hegesztéhez csak 100% Ar védőgáz alkalmazható.
Akár már csak néhány alkatrészt kell vásáolnia, akár alkalmas gépet keres, ajánljuk ezt az oldalt - nálunk megtalálja a megoldást, alumínium hegesztésére is.
Amennyiben kérdése merül fel, forduljon hozzánk bizalommal!

