
A helyes polaritás a hegesztés paramétereinek egyik legfontosabbika. Ennek megválasztása alapvetően meghatározza, hogy a varratunk kiállja a minőség-ellenőrzés próbáját, vagy lehet az egészet visszaköszörülni, és elölről kezdeni. A polaritás közvetlenül befolyásolja az elektródafogyást, a beolvadási rátát, a munkadarab hőeloszlását és a varrat küllemét, így a varrat erősségét és minőségét is.
Mi a polaritás?
A polaritás az elektronok áramlási irányát mutatja meg az elektróda és a testcsipesz között.
Külön kell választanunk az egyenáramú (DC) hegesztést a váltóáramútól (AC). Az olcsóbb hegesztőgépek javarészt csak egyenáramú hegesztésre alkalmasak, váltóáramú hegesztéshez mélyebben a zsebbe kell nyúlni. Egyenáramú hegesztés esetén az elektronok áramlása végig azonos irányba történik, váltóáramú hegesztés esetén viszont ez periodikusan változik.
Egyenáramú hegesztéskor kétféle polaritás van:
- DC elektróda pozitív (DCEP)
- DC elektróda negatív (DCEN)
A legtöbb hegesztési eljárás egyenáramú, mert az egyenáramú ív stabilabb, a fröcskölése pedig csekélyebb. Váltóáramú hegesztést speciális alkalmazásokhoz használunk, pl. alumínium vagy magnézium TIG (AWI) hegesztésekor.
Sima polaritás – DCEN
Sima polaritás alatt azt a beállítást érjük, amikor az elektronok kilépve az elektródáról a munkadarabon keresztül a testcsipesz felé áramlanak. Ebben az esetben a munkakábelt a negatív (-) pólushoz csatlakoztatjuk, a testkábelt pedig a pozitívhoz (+).
Ebben az esetben a hő kb. 70%-a munkadarabon fejlődik. A hegfürdő (tehát a beolvadás) mélyebb és kevésbé széles lesz, a leolvadás lassabb, tehát a felrakódási ráta magasabb. Emiatt a sima polaritás ideális a vastagabb anyagokhoz, mert kevésbé hajlamos azokat átégetni, viszont hajlamosabb a zárványképzésre, kontaminációra, és nagyobb torzítást okozó feszültég keletkezik a munkadarabon.
Fordított polaritás – DCEP
Ilyenkor a munkakábelt a pozitív (+) pólushoz csatlakoztatjuk, a testkábelt pedig a negatívhoz (-), az elektronok pedig a munkarabról lépnek ki, és az elektródán, majd a munkakábelen mennek tovább.
A hatás pont ellentétes az egyenes polaritással. Nagyobb hő fejlődik az elektródán, ennek köszönhetően a hegfürdő kevésbé mély viszont szélesebb, ráadásul az elektróda leolvadása is gyorsabb, így a nagyobb felhordási rátával épülő varrat inkább magas és arányaiban keskenyebb lesz. A pórusképződésre és kontaminációra viszont sokkal kevésbé hajlamos.
Mint szinte minden területen, úgy a hegesztésben sincs kizárólagosan helyes eljárás. A fordított polaritás látszólag kedvezőtlenebb hatásai rögtön kedvezőbb színben tűnnek fel, vékony anyagokat, lemezeket hegesztünk: sokkal könnyebb elkerülni az anyag átégetését.
Váltóáramú hegesztés polaritása
A váltóáramú hegesztés során az elektronok áramlási iránya periodikusan változik. A hő egyenlő részben termelődik a munkadarabon és az elektródán, és a tárgyalt varrattulajdonságok félúton vannak a sima és a fordított polaritás között.
Helyes polaritás az egyes hegesztési eljárásokhoz
TIG hegesztés polaritása
A TIG hegesztés során az elektróda állandó, ezért a rajta felhalmozott hő nem tud az elektródával távozni. Ennek köszönhető, hogy azonos árammal hegesztve a TIG (AWI) hegesztőpisztolyok sokkal erősebben melegednek, mint a többi eljárás munkakábelei. A TIG (AWI) hegesztéskor az esetek 90%-ában sima polaritást használunk. Ha fordított polaritással kell hegeszteni, pl. mert az anyag szennyeződését mindenképpen el kell kerülni, akkor nagyobb átmérőjű elektródást és vízhűtéses hegesztőpisztolyt kell használnunk.
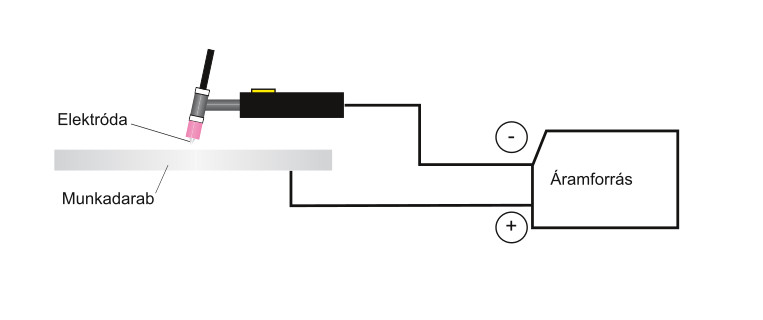
Polaritás TIG hegesztésnél
MIG hegesztés polaritása
A TIG hegesztéssel szemben a MIG (CO) hegesztéskor pont, hogy cél az elektróda gyorsabb melegedése. Az extra hő hatására az elektróda azonnal leolvad és apró cseppekre oszlik, ami egyenletes hőátvitelt és varratfelépülést eredményez. Sima polaritással az elektródáról az anyag nagyobb, gömb alakú cseppekben távozik, ami egyenetlenebb ívet és varratképződést eredményez. A MIG (CO) hegesztést az esetek döntő többségében fordított polaritással végezzük.
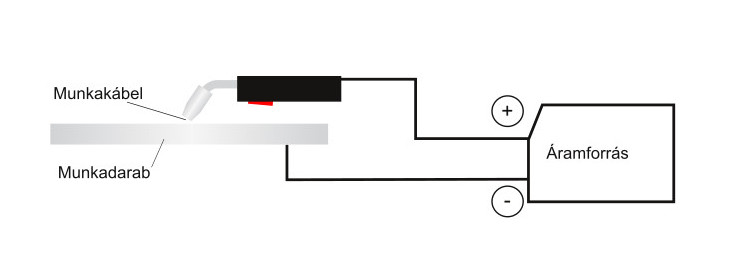
Polaritás MIG (CO) hegesztésnél
Polaritás a pálcás (MMA) hegesztésben
A pálcás hegesztés során a hő egyenletesebben oszlik el a munkadarab és az elektróda között, ezért a végeredményt kevésbé befolyásolja a polaritás.
Pálcás hegesztésnél a fordított polaritás eredményez mélyebb beolvadást, ezért vastagabb anyagokat hegesztve fordított polaritást választunk. Vékonyabb anyagokhoz vagy felhordó hegesztéshez ezzel ellentétben a sima polaritás lesz a megfelelő választás.
A barkácshegesztők is jobb, ha sima polaritással kezdenek, mivel a gyakran használt lemezek, profilok zártszelvények anyagvastagsága csekély, a pálcás (MMA) hegesztéssel elég könnyű átégetni őket.
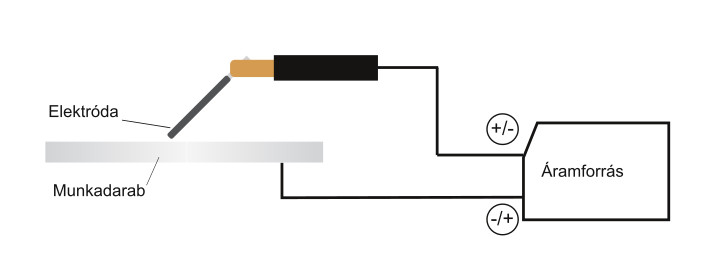
Polaritás pálcás (MMA) hegesztéskor: feladattól függ
Porbeles hegesztés polaritása
A porbeles hegesztés mára a barkácshegesztők és karbantartók kedvenc módszerévé vált, és nem érdemtelenül - de hogy a munkánk eredménye megfelelő legyen, a polaritást itt is helyesn kell megválasztani.
A porbeles hegesztést sima polaritással végezzük. A portöltésből képződő salak megvédi a hegfürdőt az oxidatív hatású ionoktól. A fordított polaritás ezeket az ionokat az elektróda felé irányítja, ami az ív instabilitásához, rossz felrakódáshoz és gyenge minőségű varrat kialakulásához vezet.
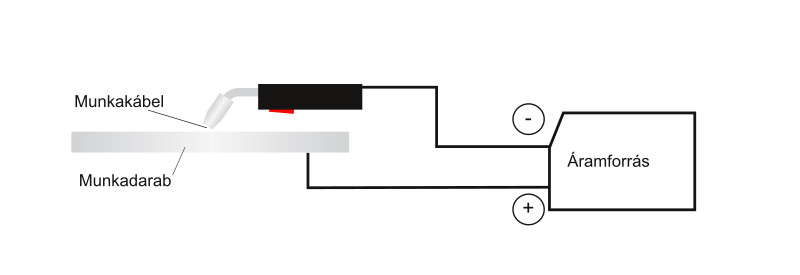
Polaritás porbeles (FCAW) hegesztéskor
Éppen ezért különösen fontos, hogy ha egy univerzális MIG hegesztőgéppel (a MIG gépek döntő többsége alkalmas porbeles hegesztésre is) dolgozunk, állítsuk be a helyes polaritást, mert a fogyóelektródás gépek alapból fordított polaritásra vannak beállítva. A szinergikus gépek ezt már automatikusan elvégzik helyettünk, de amikor manuális állításra van szükség, az esetek nagyobb részében a frontpanelen lévő bajonettzáras gyorscsatlakozóval elvégezhetjük. Ahol pedig nem, ott általában a huzaldob tároló térben találjuk a polaritásváltás lehetőségét.

