
A hegesztőpisztolyok kábeleinek helyes megválasztása a hatékony hegesztés alfája és omegája. Ismerkedjünk meg egy kicsit, hogyan kell munkakábelt választani, és milyennek kell lennie benne a hegesztőkábelnek ahhoz, hogy jól működjön.
Hegesztőkábelek fajtái
A hegesztő munkakábelek a hegesztőáramot géptől a munkadarabhoz továbbító alkatrésze a hegesztőkábel. Az áramot egy sok, kis átmérőjű érből készült rézsodrat vezeti, de hogy a sodratot mi veszi körül, az már a hegesztő eljárástól függ.

Burkolatlan rézsodratok többfél keresztmetszetben
- Szigetelt hegesztőkábel. A rézsodratot közvetlenül egy vastag és erős szigetelő réteg veszi körül, ami készülhet PVC-ből vagy gumiból. Ez a burkolat nem csak szigetel, de a sérülésektől is megóvja a rézsodratot. Ilyen szigetelt hegesztőábelt használunk a pálcás (MMA) hegesztésmunkakábeleihez, a gázhűtéses TIG (AWI) pisztolokhoz és a teskábelekhez.

Burkolat hegesztőkábel
- Koaxiális kábel: a gázhűtéses MIG hegesztőpsiztolyok (CO munkakábelek) alkatrésze, egy könnyű, egyszerűen kezelhető és szinte lepusztíthatatlan konstrukció. A sodratot egy műanyag cső körül van elrendezve, kívülről pedig egy erős köpeny szigeteli és védi a sérülésektől. A belső cső a huzalvezető spirál bevezetésére szolgál, és a rézsodrat mellett a vezérlők vezetékek is helyet kapnak a koaxiáis kábelben
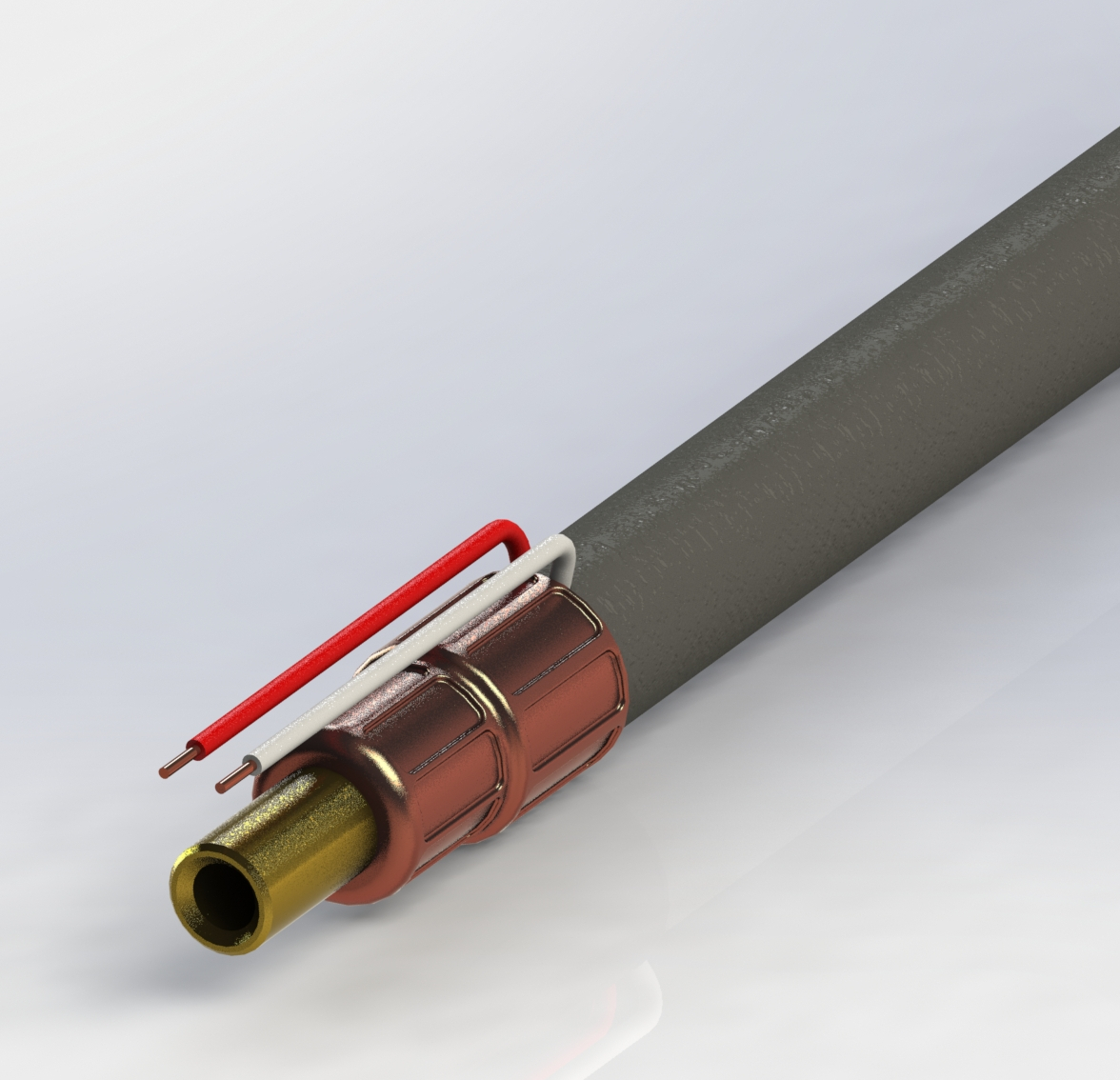
Szerelt koaxiális kábel
- Víz- és gázáram kábelek: A csupasz rézsodrat egy csőben kap helyet, ami egyben a hűtőfolyadék vagy védőgáz bejuttatására is szolgál. A vízhűtés azért lényeges, mert ez teszi lehetővé, hogy viszonylag kis keresztmetszetű kábellel nagy hegesztáramot lehessen továbbítani. A gázáram kábelekkel ugyanakkor nem növelhető az áram, csak a TIG hegesztőgépek csatlakozásai tehetik szükségessé az alkalmazásukat.

Vízáram kábelek többfée burkolattal
A kábelek méretezése
A hegesztőgép munkakábel- és testcsatlakozói között 4 helyen oszlik el az elektromos ellenállás, tehát a feszültség és a teljestmény is:
- a munkakábelen
- a hegesztő íven
- az ív és a testkábel között a munkadarabon
- a testkábelen
A teljestmény döntő hányada az ívre esik, és hővé alakul, de a munkakábelre és testkábelre eső hő egyáltalán nem elhanyagolható. Olyannyira nem, hogy a rosszul megválasztot vagy használt munkakábelt pillanatok alatt tönkre tudja tenni. Mi a továbbiakban ezzel foglalkozunk.
Egy elektromos vezető ellenállása három tényezőtől függ:
- az anyagjellemzőtől (fajlagos ellenállás)
- a kábel keresztmetszetével fordítottan arányos,
- a kábel hosszával egyenesen arányos
Lássuk, mit jelentenek ezek a gyakorlatban!
Fajlagos ellenállás
A réz a legjobb vezetők közé tartozik, az annál is jobb vezetőképességű fémek (ezüst, arany) jóval drágábbak. Léteznek ugyan ezüsttel bevont hegesztőpisztoly csatlakozók, sőt, még ezüsttel futtatott szálakból készült kábelek is, de ennek a hozadéka rendkívül kicsi, nincs jelentősége a munkakábel teljesítménye szempontjából.
A kábel keresztmetszete
Minél nagybb a kábel keresztmetszete, annál nagyobb a vezetőképessége (kisebb az ellenállása), ennek következményeként kisebb teljesítmény esik rá, ezért lassabban melegszik.
A vízhűtés nélküli kábelekre általános ökölszabály, hogy 1 mm2-nyi keresztmetre kb. 10 A áramot számolhatunk, ami nem melegszik nem kívánatos mértékben, és a tönkremenetelétől sem kell tartani. Arra viszont fegyelni kell, hogy minden esetben be kell tartani a munkakábel gyártója által előírt bekapcsolási időt. A bekapcsolási idő egy viszonyszám, ami azt mutatja meg, hogy egy 10 perces ciklusból mennyi időt tölthet üzemben, és mennyit kell pihentetni. Egy 60%-os bekapcsolási idő (munkaciklus) 10 perces ciklusban 6 perc üzemelést, 4 perc pihenést jelent.
A kábel hossza
Minél hosszabb a kábel, annál nagyobb az elenállása.Fontos tudni, hogy a nagy kábelhosszból eredő ellenállás-növekedés nem a kábel túlmelegedését okozza (mivel a megnövekedett hő megnövekedett kábelhosszon oszlik el), hanem a hegesztés hatékonyságára, az ívgyújtás tulajdonságaira és ívstabilitásra van nagyon kedvezőtlen hatással. Hogy mit jelent ez a gyakorlatban? 8 m hosszúság felett a munkakábeleket már megnövelt keresztmetszettel készítjük az azonos áramra tervezett normál hosszúságú standard modelleket.
A munkakábelek melegedése
A hegesztőkábeleket a gyártóik meghatározott hőmérsékleten történő üzemeltetésre méretezik, ami általában 75°C és 105°C közé esik. Ez az a hőmérsékleti tartomány, amit a hegesztőpisztoly egyéb alkatrészei (pl. PVC csövek, gumi burkolatok) még elviselnek, de a gyakorlatban alkalmazott keresztmetszetű hegesztő munkakábelek helyesen használva nem fejlesztenek annyi hőt, hogy elérjék ezt a hőmérsékletet, azonban előfordulhat, hogy az ívről származó hőveszteség miatt a nyak közelében a kábelek is erősebben melegszenek, különösen a TIG (AWI) hegesztőpisztolyokon.
A vízhűtéses kábelekkel (vízáram kábelek) némiképp más a helyzet: fajlagosan sokkal nagyobb áramot képesek elviselni, mint a folyadékhűtés nélküli típusok. Csak hogy egy példát említsünk, a 16 mm2-es koaxiális kábellel lészülő TG 15 GRIP hegesztőpisztoly 180 A hegesztőáramra van méretezve, míg az ugyancsak 16 mm2 kresztmetszetű vízáram kábellel TGW 501 GRIP 500 A-t bír, méghozzá 100% bekapcsolási idő mellett. Ennyit tesz a kábel hatékony hűtése.
A folyadékhűtés hatékonysága nagyban függ attól, hogy a kábelcsőben a mekkora keresztmetszet áll rendelkezésre a hűtővíz áramlásának. Tehát azonos kábelcsőben (vízáram csőben) egy kisebb keresztmetszetű rézsodratot használva több hely marad a hűtőfolyadéknak, javul a hűtés hatásfoka, így a vízhűtés nélküli típusokkal szemben a keresztmetszet csökkentése bizonyos határokat át nem lépve nem okozza a hegesztőpisztoly kisebb teljesítményét és/vagy gyorsabb tönkremenetelét.
Nagyon fontos azonban, hogy a vízhűtéses hegesztő munkakábeleket másodpercekig se használjuk hűtés nélkül! Előfordul, hgy műszak végén a hegesztő még rá szeretne javítani egy varratra, de lusta munkakábelt cserélni, vagy a vízhűtőt bekapcsolni... Az ilyen hegesztőpisztolyok szinte kivétel nélkül hozzánk kerülnek javításra. Több ezer javítás elvégzése után kijelenthetjük, hogy a legnagyobb hiba, amit el lehet követni, az a vízhűtéses pisztolyok hűtés nélküli használata. Az ilyen meghibásodások már távolról felismerhetők, és mivel ez nem szakszerű használatnak minősül, a garancia is érvényét veszti.
Kábelek csatlakozása
A kábelek megfelelő csatlakoztatása a hegesztőpisztoly nyakához és a központi csatlakozóhoz legalább olyan fontos, mint a keresztmetszete. A rögzítés leggyakrabban menetes kötéssel, néha préseléssel történik, de ezt komoly gyártók nem alkalmazzák. A nem megfelelően meghúzott menet esetében az áramátvivő keresztmetszet hirtelen csökkenhet, ami egyrészt ingadozást okozhat az ívben, másrészt a fellépő nem kívánatos melegedés miatt a hegesztő munkakábel tönkremeneteléhez is vezethet -pontosan úgy, mint egy rosszul megválasztott, túl kis keresztmetszet kábel esetében.
A helytelen kábelválasztás hatásai
Fentebb már megtárgyaltuk, hogy a túl kis keresztmetszetű kábelt mindenképpen el kell kerülni.
Ha a keresztmetszet relatíve, azaz csak a hosszúsághoz képest kicsi, az még nem okoz túlmelegedést, de a teljesítmény jelentős részét elnyeli. Hogy ezt a hatást hogy tudjuk ellensúlyozni? Nagyobb keresztmetszetű kábelt kell választani, aminek a fajlagos (hosszúságra vetített) ellenállása kisebb. A szériagyártmányok hegesztőkábeleinek keresztmetszete még tökéletesen megfelel a standard hosszúságú hegesztőisztolyokhoz, az ennél hosszabb egyedi gyártmányok esetén pedig mindig figyelmbe vesszük a megnövekedő ellenállást.
A túl kis keresztmetszetű kábel (aminek a fejlagos elenállása is nagyobb) gyorsabban melegszik, emiatt vagy alacsonyabb a bekapcsolási ideje, vagy könnyebben tönkremegy.
A baj csak az, hogy soha nem a vásárló választ rossz kábelt, hanem a gyártó spórol a kábelen. Ezt sajnos nem tudjuk máshogy kivédeni, mint hogy megbízható gyártó munkakábelét vásároljuk.