
A porbeles ívhegesztés (FCAW, flux cored arc welding) egy széles körben alkalmazott hegesztési eljárás, ami az utóbbi években a barkácsolók körében is hatalmas népszerűségre tett szert, de ennél jóval többről van szó: A barkácsolástól a nehézgépgyártásig a hegesztési szakma számos területén tekintenek rá, mint kompromisszumoktól mentes, elsőrangú megoldásra. Nagyszerűsége az egyszerűségében rejlik: termelékeny, egyszerűen alkalmazható, környezeti körülményekre igénytelen, kis felszerelésigényű hegesztő eljárás. Korábban már ejtettünk róla szót, hogy miért érdemes a barkácsolóknak porbeles gépet választaniuk, most pedig egy kicsit jobban körbejárjuk a porbeles hegesztési eljárás változatait, működését, előnyeit, hátrányait.
A porbeles hegesztés olyan hegesztési eljárás, amihez konstans feszültségű áramforrást és védőporral töltött hegesztőhuzalt használunk. A töltött huzal egyszerre elektródaként is szolgál, és hegesztési varrat felépüléséhez szükséges felhordott anyagot is biztosítja.
A porbeles hegesztő eljárás lehet manuális, félig automatizált vagy teljesen automatizált eljárás is. Az ipar rengeteg területén használják.
A porbeles hegesztés eszközei
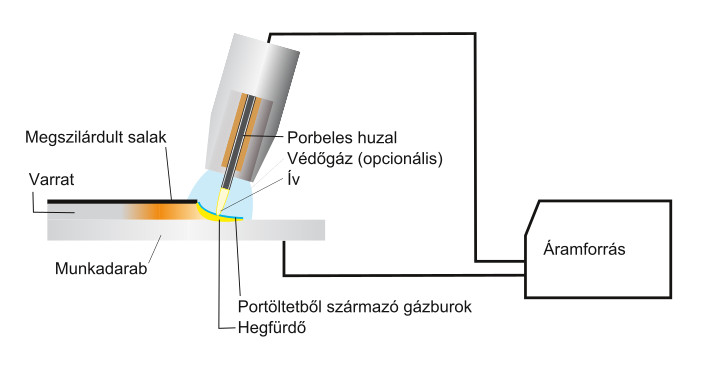
A porbeles hegesztéshez konstans feszültségű áramforrást használunk, szükséges továbbá huzal előtoló, hegesztőpisztoly (munkakábel), testkábel, és portöltésű huzal. Az állandó feszültségű áramforrásról a hegesztőpisztolyon keresztül a réz áramátadóig jut a hegesztőáram, majd ott kerül át a portöltésű huzalra. Az áramforrás szabályozza a feszültséget, a huzalelőtolás sebessége pedig ez alapján meghatározza a hegesztőráramot.
A huzalelőtoló juttatja a porbeles hegesztőhuzalt a munkakábelen keresztül egészen a munkadarabig. A kimondottan porbeles hegesztéshez készített hegesztőgépek integrált felépítésűek, azaz a huzalelőtoló az áramforrással közös házban kap helyet. Ma már minden MIG (CO) hegesztőgép - így a szinergikus vezérlésűek mellett már az egyszerűbb darabok is - alkalmas porbeles hegesztésre. Amint a huzal a munkadarabhoz ér, felépül az ív, és fenn is marad, amíg azt valami meg nem szakítja (leginkább a hegesztőpisztoly nyomógombjának felengedés). Az így keletkező ív megolvasztja a munkadarab ívközeli részét, és az a huzallal együtt olvadt hegfürdőt alkot.
Ahogy a huzal megolvad, a nagy hőmérséklet hatására a védőpor elég, és az ív körül és a hegfürdő fölött védőgázt alkot, ami megvédi a hegesztési varratot a káros légköri hatásoktól. A védőgázas porbeles hegesztő eljárások során a védőgáz és az olvadt védőpor együttesen hozzájárulnak a hegfürdőt védő gáztömeghez.
A porbeles hegesztés folyamata és eszközei
Fontos odafigyelni, hogy a porbeles hegesztőhuzalhoz recézett előtoló görgőt kell használni, mert csak így lehetünk biztosak abban, hogy a görgő úgy továbbítja az elektródát, hogy közben nem roppantja össze a huzal köpenyét. Az összeroppantott, ellaposodott profilú huzalt az előtoló sokkal nehezebben, de inkább egyáltalán nem képes továbbítani. Többféle hegesztő eljárásra alkalmas hegesztőgép használata esetén munka előtt mindig győződjünk meg róla, hogy a megfelelő görgőt használjuk.
Porbeles hegesztő eljárás működése
A porbeles hegesztés abban tér el a többi huzalelektródás eljárástól (MIG/CO hegesztés, fedőporos ívhegesztés), hogy egy speciális, porral töltött üreges huzalt használunk. A porbeles hegesztőhuzal GMAW (Gas metal arc welding, MIG) hegesztés huzalaihaz hasonlóan egyszerre elektróda és hozaganyag is. A lényegi különbség az üreges huzal belsejében lévő védőpor.
Más huzalos lejárások (pl. MIG (CO) hegesztés) során nem védőport, hanem egy külső forrásból származó védőgáz használunk. Védőgázos huzalelektródás hegesztés huzala olyan fém összetételből áll, ami ötvözőket visz a varratba, de a porbeles hegesztőhuzal esetében a portöltet tartalmazza ezeket az ötvöző összetevőket.
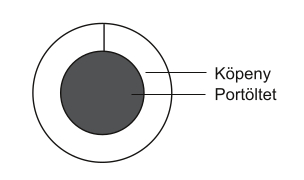
A porbeles huzal keresztmetszete
A porbeles huzalok kiinduló anyaga egy vékony fém csík, amit egy sajtolóformán áttolva U profilú közbenső gyártmány készül, amit már meg lehet tölteni a védőporral. Ezt még egy sajtolóformán áttolva a nyitott profil lezáródik, és elkészül a zárt, kör profilú porbeles huzal. A huzal köpenye tehát az áram átadására is szolgáló hozaganyag. A belső üreges rész pedig tömören fel van töltve védőporral. A köpenynek tehát három funkciója van:
- áramátadás
- hozaganyag
- a védőpor szállítása és megvédése az elszennyeződéstől.
A védőpor szerepe a hegesztésben
A védőpor számos célt szolgál, ezek a következők:
- A védőpor legfontosabb feladata hegfürdő védelme a légkörből származó szennyeződésektől. A por megolvadva egy olyan gázkeveréket képez, ami megakadályozza, hogy a levegő az olvadékot oxidálja, vagy más módon károsítsa. Egyes huzalok használata során külső védőgázra is szükség lehet a teljes védő hatás elérése érdekében. A védőpor által képződő gázburok segít stabilizálni az ívet, ami mindamellett, hogy a hegesztést könnyebbé teszi, a varrat egyenletes minőségű lesz, azt is eredményezi, hogy kisebb a fröcskölés mértéke.
- Ötvözők bevitele. A portöltet ötvözőket visz a varratba, ami a hegesztés minőségét javítja, ezen felül oxidálódást gátló összetevőket is tartalmaz.
- A por másik feladata egy vékony - a pálcás hegesztéshez képest mindenképp vékonyabb – salakréteg felvitele, ami védi az olvadékot a légköri hatásoktól az ív kioltása után is, valamint segít a varratot ideális formában megszilárdulni.
A portöltetek sokfélék lehetnek, a pálcás hegesztéshez hasonlóan használatosak a rutilos, bázikus és cellulóz porok: A portöltet lehet önvédő, vagy fémtöltet is. Az egyes gyártók által használt porok eltérhetnek egymástól, így különböző gyártók azonos jelölésű huzalai eltérően viselkedhetnek a hegesztés során.
Az önvédő eljárás
A porbeles hegesztésről mindenkinek az jut eszébe, hogy nem szükséges hozzá gázpalack, de ez nem feltétlenül van így. A porbeles hegesztő eljárás lehet önvédő, vagy külső védőgázos eljárás is. Önvédő huzal használata során valóban nincs szükség külső forrásból származó védőgázra, azt elegendő mennyiségben megképzi a huzallal bevitt portöltet is. Az ív hője leolvasztja a huzal külső köpenyét, így feltárja a portöltetet, ami magas hőmérsékleten védőgázt képez. A folyamat nagyban hasonlít a pálcás eljárásokra, csak míg ott az elektróda külsején van a védőgázt képző réteg itt, az elektróda belsejében kerül az ívbe.
Az önvédő porbeles hegesztő eljárás ideális kültéri használatra is. Mivel a védőgáz a hegfürdő felszínén keletkezik, az eljárás nem érzékeny a szélre, ellentétben a védőgázos hegesztéssel.
A kimondottan önvédő eljáráshoz készült porbeles hegesztőgépek általában kis méretűek, gyakran pánttal szereltek, amit a hegesztő könnyen mozgat a munkaterületen. Ez hordozhatóság hatalmas előny a nehezen hozzáférhető munkadarabok hegesztésekor.
A portöltésű huzal salakot képez a hegfürdő felszínén, ami megvédi a lehűlő fémet a légköri hatásoktól, és megtartja a varrat ideális formáját. Az önvédő porbeles hegesztő huzalok általában olcsóbbak a gázos portöltéses huzaloknál. Hatalmas előnye az önvédő porbeles hegesztési eljárásnak, hogy nem szükséges hozzá gázpalack, ami további költségcsökkentő tényező, nem rontja le az eljárás mobilitását. Emiatt válik a porbeles hegesztés a barkácsolók számára legelőnyösebb hegesztő eljárássá.
Védőgázas porbeles hegesztés (Gas-Shielded Flux-Core Welding, FCAW-G)
A védőgázos porbeles hegesztés során külső forrásból kell védőgázt biztosítani, mert a portöltet, nem, vagy nem elégséges mértékben képes azt megképezni.
A védőgázas porbeles hegesztéshez mindenképpen olyan hegesztőpisztolyt kell választani, ami alkalmas gáz bejuttatására is, továbbá szükség van gázpalackra is. Ezáltal a felszerelés nehezebben mozgatható, az eljárás kültérben korlátozottan használható.
A védőgázas porbeles hegesztéssel jobb minőségű varrat készíthető, mint az önvédő porbeles eljárással. A fröcskölés mértéke kisebb, a beolvadás jobb, a varrat esztétikusabb, ráadásul a salak eltávolítása is könnyebb. Amikor a legerősebb varrat készítése prioritás, egyértelműen a gázos porbeles eljárás a célszerű választás.
A porbeles hegesztés fő alkalmazási területei
- Gyártás, összeszerelés: a gyors felhordás, egyszerű használhatóság és kiváló beolvadás miatt a gyártás és összeszerelés területén nagyszerű választás a portöltéses hegesztő eljárás, mindamellett a varrat simább és szebb, mint akár a MIG (CO) hegesztéssel, akár a SMAW (shielded metal arc welding, népszerűbb nevén MMA hegesztés, vagy pálcás hegesztés) eljárásokkal készítettek.
- Szerkezetépítés: Az önvédő porbeles hegesztés kültérben is mindig alkalmazható, és sokkal gyorsabb eljárás, mint az MMA hegesztés (pálcás hegesztés). A gázos portöltéses hegesztés kültérben nem alkalmazható minden körülmények között, mert a külső forrásból származó gázburok jelenlétét nagyban befolyásolja a légmozgás.
- Hajógyártás: a hajógyártás területén asz önvédő és gázos portöltéses eljárást egyaránt használják, annak függvényében, hogy a munkadarab mennyire hozzáférhető. A gázos eljárás volna a legcélszerűbb választás az azzal készíthető nagy erősségű varratok miatt, de ha a munkadarab csak egy könnyű, palack nélküli géppel közelíthető meg, az önvédő eljárást is előszeretettel alkalmazzák.
- Barkácsolás: A kisebb teljesítményű, önvédő eljáráshoz készített hegesztőgépek kézitáska méretűek, egyfázisú hálózatról működnek, ami ideális a barkácsolók számára. A porbeles hegesztést sokkal könnyebb megtanulni, mint a pálcás hegesztést (SMAW), de ugyanolyan erős varratok készíthetők vele.
- Nehézgép gyártás: A nehézgépek gyártása és karbantartása során is gyakran használnak porbeles hegesztést, mert a varrat jobb minőségű, szebb, mint a SMAW vagy GMAW eljárással készülteké, és a termelés is gyorsabb.
- Repülőgépgyártás: Bár a repülőgépeken közvetlenül nem alkalmaznak portöltéses hegesztést, de a gyártószerszámok készítése során népszerű eljárás köszönhetően a magas termelékenység mellett is elérhető szép varratok, jó minőségű felületek miatt.
A porbeles hegesztés előnyei
- A porbeles hegesztés mélyebb beolvadást tesz lehetővé, mint akár a pálcás (MMA hegesztés), akár a MIG (CO) hegesztési eljárások.
- A felhordás mértéke nagyobb, mint bármilyen más eljárásnál.
- Általánosságban jó minőségű varratokat lehet vele készíteni, ami miatt az ipar sok területén alkalmazható.
- Ideális nagy vastagságú anyagok áthegesztéséhez.
- Az önvédő porbeles hegesztés eszközei könnyen mozgathatók a munkaterületen.
- Az eljárás könnyen megtanulható.
- Kézi, félautomata és automata eljáráshoz is használható.
A porbeles hegesztés hátrányai
- A hegesztés során nagy mennyiségű füstgáz keletkezik. Beltéri alkalmazása során gondoskdni kell a jó szellőztetésről, vagy füstgáz elszívásról.
- A gázos porbeles eljárás kültérben csak korlátozottan alkalmazható.
- A hegesztés során salak keletkezik, aminek az eltávolítása megnövelheti az utómunka költségét.
- A porbeles huzal drágább, mint a MIG (CO) huzalok.
- A porbeles hegesztőgép drágább, mint a pálcás (MMA) hegesztőgép.
- vékonyabb anyagok hegesztésére nem ideális.
Összefoglalás
A porbeles hegesztés egyszerűbb, mint a pálcás (MMA), jobb minőségű varratot ad, mint a MIG (CO) hegesztés, ami miatt széles körben alkalmazzák ipari felhasználók és hobbi hegesztők. Az elterjedtsége, egyszerű használhatósága és sokoldalúsága miatt minden bizonnyal még évtizedekig népszerű hegesztési eljárás lesz.
Ide kattintva nézzen meg egy hasznos videót egy kiváló porbeles barkács hegesztőgépről.