
A porbeles hegesztő eljárás sokkal könnyebben elsajátítható, mint a bevont elektródás hegesztés, de néhány apróságra odafigyelve a kezdeti sikerélményeket is meghaladva valóban szép varratokig is eljuthatunk.
Mai írásunkban azokat az apró részleteket vesszük sorra, amik nagyban befolyásolják a hegesztés minőségét.
Felületek előkészítése
Néha felüti a fejét a vélekedés, hogy egyes eljárásokkal a rozsdára is lehet hegeszteni. Ennek ne üljünk fel, ez tévhit. Minőségi varratot csak szépen előkészített felületre lehet hegeszteni. Már eleve bosszantó, hogy a rozsda miatt vagy ívet fog az elektróda, vagy nem, de ha mégis, akkor is valószínűleg nem lesz jó a beolvadás a hegfürdő alatt rekedt oxiddaraboktól. A drótkefe már félsiker, de a csiszolás a teljes. Ezen a pár másodpercen nem érdemes spórolni. De nem csak a hegesztendő felületekre kell figyelni, hanem az elektródára is. A korábban megbontott, majd újra feltett elektróda felülete is oxidálódhat. Különösen a rézbevonat nélküli, például a porbeles elektródák hajlamosak erre. Ilyenkor az oxidálódott részt tekerjük le, és dobjuk ki, mert nem tudunk vele rendesen hegeszteni. Ha megpróbálnánk, instabil ív és inkonzisztens varrat volna az eredmény.
A hegesztőgép felkészítése
Porbeles hegesztőgépek esetén ezzel nincs tennivalónk, azonban ha egy védőgázas MIG (CO) hegesztő inverterrel dolgozunk, két dologra oda kell figyelnünk. Az egyik, hogy a huzalelőtoló görgőt ki kell cserélnünk: a tömör huzalokhoz használt V profilú görgő helyett recézett görgőt kell használnunk. Ennek oka, hogy a porral töltött, azaz üreges huzalt a V profil könnyen megroppantja, így az hajlamos az előtoló és a hegesztőpisztoly között felgyűrődni. Az előtolás a porbeles hegesztés kritikus pontja, mivel még a recézett görgővel sem célszerű túl nagy feszítést beállítani az előtolón. Helyes huzalelőtoló beállítás megtalálásának jó módszere az, hogy megkeressük azt a feszítést, ahol a huzalt egy fatuskónak nekivezetve már épen nem csúszik meg az előtoló görgő, majd a feszítő gombon még egy fél fordulatot tekerünk.

Recézett huzalvezető görgő
A másik lényeges dolog a polaritás. A MIG (CO) hegesztőgépek alapesetben DCEP (azaz elektróda pozitív) polaritásra vannak beállítva. Porbeles hegesztéshez ezzel szemben DCEN polaritással dolgozunk, azaz a munkakábelt kötjük a negatív pólusra. A polaritást vagy a frontpanelen a testkábel csatlakozója mellett tudjuk állítani egy rövid kábeldarabon lévő dugóval, vagy a huzaltároló részt felnyitva a huzalelőtoló mellett találjuk a polaritásváltót.
Ha a fentiekre odafigyeltünk, mindent megtettünk, amit a nyomógomb megnyomása előtt lehetett.
A hegesztés módja.
Az egyik leglényegesebb, hogy a varratot a hegesztőpisztolyt „húzva” építsük fel, azaz a markolatot a haladási irányba döntsük, és az áramátadó a már elkészült varrat irányába mutasson. Szerencsére ez a kényelmesebb módja a hegesztésnek, ezért ez nem fog különösebb nehézséget okozni. Ennek az az oka, hogy ha a varratot „tolva” építjük fel, könnyebben alakulnak ki salakzárványok. Az ideális döntési szög 5-20°.
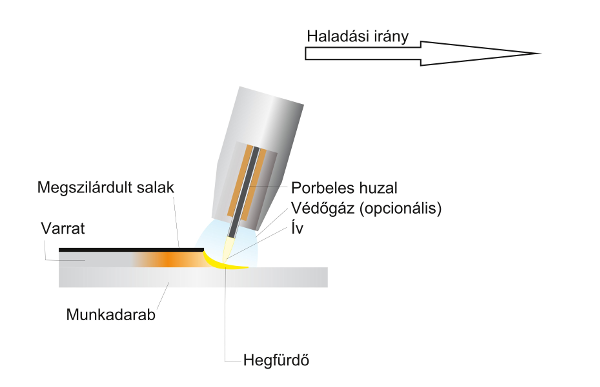
Hegesztőpisztoly helyes vezetése porbeles hegesztéskor.

Hegesztőpisztoly helytelen vezetése porbeles hegesztéskor
Nagyon lényeges, hogy a hegesztőpisztolyt mindig azonos magasságban tartsuk a varrat felett. Az áramátadó és a munkadarab távolsága nagyban befolyásolja, hogy a munkafeszültség mekkora része esik a kilógó elektródára, és mekkora az ívre. Minél messzebb van az áramátadó, annál kisebb a hegesztőáram, és a túl kis árammal való hegesztés következményeivel kell szembenéznünk. Ugyanakkor ha túl közel van az áramátadó, túl nagy lesz a hegesztőáram, az anyag könnyen átéghet, ráadásul az elektróda visszaolvadhat az áramátadóra, ami az áramátadó tönkremeneteléhez, megnehezülő előtoláshoz és begyűrt hegesztőhuzalhoz vezet, amire a porbeles huzalok eléggé hajlamosak. Tapasztalt hegesztők szerint porbeles hegesztésnél az áramátadó és a munkadarab ideális távolsága 12-16 mm. Porbeles hegesztésnél a hegesztőpisztoly gázterelője csak fröcskölésvédő szereppel bír, viszont megakadályozza a hegesztésre való rálátást. A gázterelőt ilyenkor akár le is vehetjük, a fröcskölés elleni védelem megoldható fröcskölésvédő spay-vel vagy pasztával. (Figyelem, a spray-t soha ne szemből fújjuk az áramátadóra, mert a furatba kerülve akadályozza a stabil áramátadást!)
Az is nagyon lényeges, hogy megtaláljuk, és egyenletesen fenntartsuk az ideális előtolási sebességet. Ha túl lassú a haladás, túl nagy hőt viszünk be az anyagra, ami magában hordozza az átégés veszélyét, túlzott deformációt okoz, és a túlzottméretű varrat több utómunkával is jár. Ha viszont túl gyorsan húzzuk a hegesztőpisztolyt, a varrat keskeny és egyenetlen szélű lesz, a bevitt hő pedig nem elegendő a jó beolvadáshoz.
A varrat felépítésének trükkjei
Sok esetben a hegesztendő darabok között húzott egyenes varrat nem megfelelő megoldás.
Vékony anyagok esetén szükség lehet rá, hogy a varratot több szakaszból építsük fel. Ilyenkor nem szabad megfeledkezni a lépések között a varrat lesalakolásáról, különben salakzárványok fognak keletkezni. Bár a porbeles hegesztés jóval kevesebb salakképződéssel jár, mint bevont elektródás, de a legjobb eredmény érdekében a salakolást itt sem spórolhatjuk meg.
Függőleges varratok készítésekor fölfelé kell haladnunk, és a megfolyás elkerülése érdekében az elektródát nem egyenesen, hanem oldalról oldalra vezessük.
Vízszintes sarokvarratok esetén is figyelnünk kell rá, hogy az olvadék a vízszintes felületre folyik, így a két munkadarabon nem ugyanakkora lesz a beolvadás. Így az elektródát szintén valamelyest cikk-cakkban kell vezetni, hogy a függőleges munkadarabra is elegendő beolvadó elektróda jusson.
Több lépésből felépített tompavarrat esetén is oldalról oldalra kell vezetni az elektródát, de figyeljünk rá, hogy a varrat ne legyen túl széles – túl széles varrat esetén nagy idő telik el az egyes szélek újbóli elérése között, és rengeteg salakzárvány fog keletkezni. Az egyes varratrétegek közötti salakolásról természetesen itt se feledkezzünk meg!
Figyeljük a hibáinkat
Banálisan hangzik, de a varrat képe mindig elárulja, hogy a hegesztés során milyen hibát vétettünk. Megvannak a jelei a túl kicsi vagy éppen túl nagy hő bevitelének, elektródavezetési hibáknak.
Porbeles hegesztésnél jellegzetes hibajelenség a féregnyom, azaz hosszúkás, kanyargó bemaródások a varrat felületén. Ezek a portöltésből keletkező salak alatt rekedt gázok jelei. Általában az okozza, hogy az előtoláshoz (azaz hegesztőáramhoz) képest túl nagy volt a munkafeszöltség. A munkafeszültség fokozatos csökkentésével a probléma kiküszöbölhető.
Porúzus varrat
Ha köszörülés után azt látjuk, hogy varratban pórusok maradtak, az porbeles hegesztés esetén leggyakrabban a rosszul megtisztított felületek miatt történik. (Védőgázos porbeles hegesztés esetén gázellátási hiba is okozhatja. Vagy kezd kiürülni a palackunk, vagy a nyomás elégtelen, vagy csak túl távol tartottuk a gázterelőt a varrattól, így a gáz koncentrációja már nem éri el a megfelelő szintet.)

