
Soha nem rejtettem véka alá, mennyire szeretem a porbeles hegesztést. Meggyőződésem, hogy ez a méltatlanul alulértékelt hegesztési mód sokkal több helyzetben használható, mint azt bárki gondolná. Viszont nem árt ezt a módszert sem a helyén kezelni, legyünk tisztában a korlátaival is. Honlapunkon elég sok információt megosztottunk az eljárásról és annak trükkjeiről, de felmerülő kérdések mindig vannak, mi így helyes, és ennek örülünk. Az alábbiakban megválaszolok néhány kérdést, amit a hozzánk betérő vásárlók rendszeresen fel szoktak tenni.
A porbeles hegesztés kiváltja a MIG (CO) hegesztést?
Nem. A porbeles hegesztés a bevont elektródás hegesztést váltja ki. A MIG hegesztés és a porbeles (FCAW) hegesztés nem fölcserélhetők, hiába, hogy a felszerelésigényük szinte teljes mértékben egybevág. Vannak persze hasonló előnyeik: Mindkét hegesztési eljárás elég könnyen elsajátítható, könnyen lehet velük konzisztens jó eredményt elérni, mindkettő nagyon termelékeny. A porbeles hegesztés viszont salakképződéssel jár, hasonlóan a pálcás hegesztéshez. A salak eltávolítását nem ússzuk meg, különben a hegesztés minősége látja kárát. a MIG (CO) hegesztési eljárás egyik nagy előnye, hogy nem kell salakolni.
Érdekes jelenség, hogy a beszélgetések során jóval kevesebbszer merül fel a kérdés, hogy a pálcás hegesztést kiváltja-e a porbeles hegesztés. Jó hírünk van az érdeklődők számára: igen, képes kiváltani. Hogy melyiket célszerű választani, ha új hegesztő inverter beszerzésén gondolkodunk, arról néhány gondolatot itt olvashat.
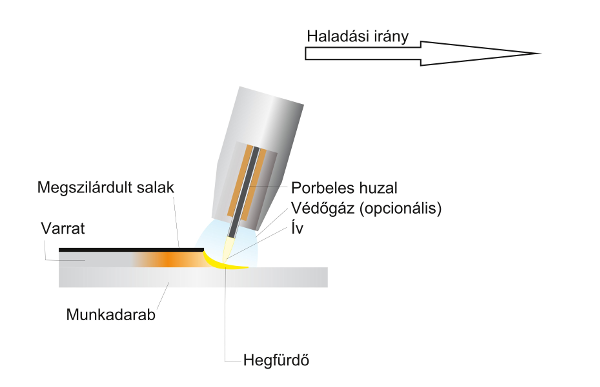
Salakképződés a porbeles hegesztés során. Mindig tartsuk fenn az ideális hgesztési paramétereket
Akkor mi a porbeles hegesztés (FCAW) előnye a pálcás hegesztéshez képest?
Szinte csak előnye van. A porbeles hegesztést könnyebb elsajátítani, hamarabb jönnek szép varratok, jól sikerült munkák, erős vasszerkezetek. Sokkal könnyebb fenntartani az ideális hegesztési paramétereket, pl. elektróda pozíciója stb. Bár mindkettő eljárás salakképződéssel jár (ez az ára annak, hogy nincs szükség védőgázra), de a porbeles hegesztés során kevesebb képződik, amit könnyebb eltávolítani. A porbeles hegesztés során kevesebb elektródára van szükségünk – körülbelül 30%-kal kisebb tömegű elektródát kell elhasználnunk, mint pálcás hegesztéskor.
Zártszelvényeket, lemezeket szeretnék hegeszteni, egy 180 A-es MIG (CO) hegesztőgép elég lesz?
Bőven elég, sok, fölösleges. Egy 3-4 mm-es zártszelvényt 140 A-rel át lehet égetni, a kellően erős beolvadás még a legkisebb gépünkkel, a Riland MIG 135E-vel is elérhető. A 180 A erősségű gépek már a lakatos kisipari kategórába tartoznak, ahol lehet, hogy 6-8 mm vastagságú anyagokkal kell dolgozni.
Karosszériát szeretnék javítani, alkalmas rá egy kis porbeles hegesztőgép?
Igen. Karosszériás munkákra ez egy kimondottan népszerű választás és jó aljárás. A Riland MIG 135E is ideális karosszéri ahegesztésre, sok vevőnk használja erre a célra nagy megeleégedéssel.
Vékony lemezeket szeretnék hegeszteni, alkalmas rá a porbeles hegesztés?
Ez az feladat, amire vannak sokkal alkalmasabb hegesztési lejárások. A bevont elektródás hegesztés 2 mm-es anyagnál már nagy körültekintést és tapasztalatot igényel, az alatt meg igazi kínszenvedés. A porbeles hegesztésnek itt jelentős előnye van, MIG (CO) hegesztéshez hasonlóan lemehetünk akár 1 mm vastagságig is, nagy tapasztalattal talán 0,8 mm-ig, de mindenkit eltanácsolnék attól, hogy ennél vékonyabb lemezek hegesztését porbeles géppel próbálja megoldani. Erre a MIG hegesztés sem alkalmas, itt már TIG (AWI) hegesztéshez kell nyúlni.
Tényleg igaz, hogy a porbeles hegesztés alkalmas rozsdás anyagok hegesztésére is?
Nem. Rozsdás anyagok hegesztésére egyik hegesztési eljárás sem alkalmas. Minden elektróda, így a portöltésű is csak tiszta fémmel tud megbízhatóan ívet fogni, vagy azt fenntartani. Léteznek ugyan olyan porbeles huzalok, amik tartalmaznak szennyeződések eltávolítását segítő adalékot; ezek bizonyos keretek között alkalmasak szennyezett v. korrodált felületek hegesztésére, de ezek csak védőgézokkal együtt működnek. Fából nem lehet vaskarikát csinálni, és természetesen a testkábel felfogatási felületének tisztítását nem helyettesítik.
Használjuk tehát a porbeles hegesztést, amire való: minden helyzetben, amikor a bevont elektródás eljárást alkalmaznánk. Barkácshegesztésre toronymagasan a legjobb eljárás, de a jó minőségű munka érdekében tisztítsuk meg a munkadarabok, igazán vékony lemezek hegesztésére pedig keressünk más eljárásokat.