
A különböző helyzetben végzett hegesztésekre más mértékben hat a gravitáció, és ezt figyelembe kell venni a hegesztőgép beállításakor valamint a hegesztési technikát ehhez kell igazítani.
Lemezmunkák esetén a munkadarabok egymáshoz képesti helyzete kétféle lehet. Lehet tompavarrat, amikor a munkadarabok varrat menti felületei azonos síkban vannak, vagy lehetnek sarokvarratok, ha azok valamilyen szöget zárnak be. Minden egyéb eset, pl. egyoldali peremvarrat, vagy átlapoló varrat ezekre vezethetők vissza. Ez azonban nem befolyásolja a hegesztés technikáját olyan mértékben, mint a varrat pozíciója.
A varratok pozíciója négyféle lehet:
- Vízszintes varrat
- Harántvarrat
- Függőleges varrat
- Fej fölötti varrat
Rajzjelek
A hegesztési pozíciókat a tervrajzokon a következők szerint jelölik:
|
Pozíció |
Munkadarabok helyzete |
Európai jelölés |
Amerikai jelölés |
|
vízszintes |
tompavarrat |
PA |
1G |
|
|
sarokvarrat |
PA |
1F |
|
Haránt |
tompavarrat |
PC |
2G |
|
|
sarokvarrat |
PB |
2F |
|
Függőleges felfelé |
tompavarrat |
PF |
3G |
|
|
sarokvarrat |
PF |
3F |
|
Függőleges lefelé |
tompavarrat |
PG |
3G |
|
|
sarokvarrat |
PG |
3F |
|
Fej fölötti |
tompavarrat |
PE |
4G |
|
|
sarokvarrat |
PD |
4F |
Az európai jelölésen a „P” a lemez munkadarabot jelöli. Csövek hegesztése esetén a jel „T”-vel kezdődik.
Hozaganyag és hegesztési pozíció
A hegesztési mód mellett a hozaganyag az, ami meghatározza, hogy milyen hegesztési pozícióban milyen eljárást lehet alkalmazni. Például az E70T jelű porbeles elektródák csak vízszintes vagy haránt hegesztésre, viszont az E71T portöltésű huzalok, amit mi is forgalmazunk, akár függőleges vagy fej fölötti hegesztésre is alkalmasak. A bevont elektródák közül a cellulóz bevonatúak azok, amik minden pozícióban alkalmazhatók, de a függőleges lefelé hegesztés kivételével a bázikus elektródákkal is jó eredményt lehet elérni.
Általánosságban elmondható, hogy az egyes hegesztési eljárások a következő hegesztési pozíciókra alkalmazhatók:
- A TIG hegesztés minden pozícióban használható
- A rövidzár üzemű MIG hegesztés szintén minden helyzetben alkalmazható, a szóró MIG viszont csak vízszintes vagy haránt helyzetben. Megoldás az impulzus MIG, ami szintén minden pozícióban használható
- A pálcás és a porbeles hegesztés minden pozícióban alkalmazható, de csak a megfelelő hozaganyag választásával.
Vízszintes hegesztés
A vízszintes hegesztés értelemszerűen a legkönnyebb mind közül, mert nem kell megküzdeni a gravitációval. Minden hegesztési mód (beleértve a szóró MIG-et is) alkalmazható, és a vízszintes hegesztés az elektródával szemben sem támaszt követelményeket. A különböző elektródavezetési mintákat is viszonylag nagy szabadsággal alkalmazhatjuk, egyedül arra kell figyelni, hogy az önvédő eljárások (bevont elektródás vagy porbeles hegesztés) során ne keletkezzenek salakzárványok, az elektródát „húzzuk”, azaz a kész varrattól távolítsuk. Arra figyelni kell, hogy a hegesztőpisztolyt a két munkadarabhoz képest ugyanolyan szögben tartsuk, ellenkező esetben a két munkadarabon nem ugyanolyan mértékű lesz a beolvadás.
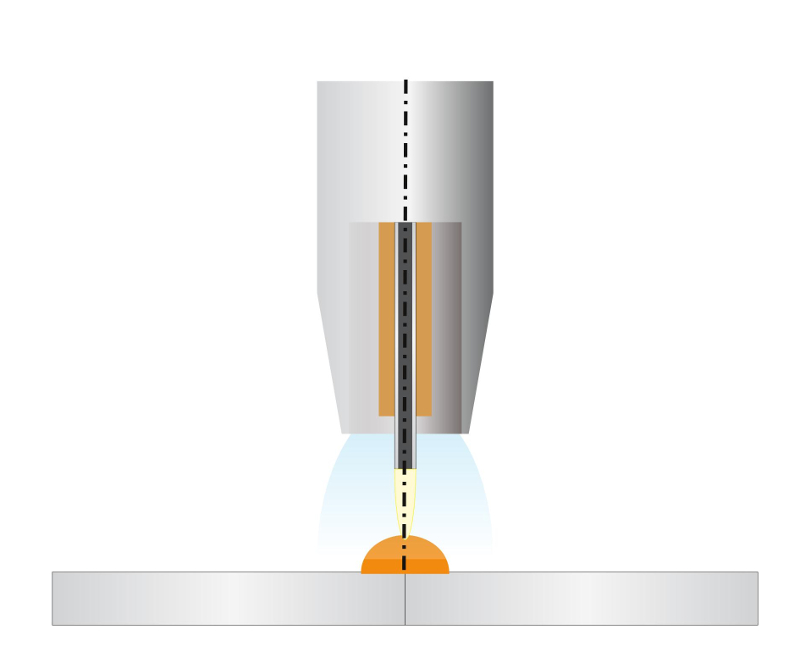
Vízszintes tompavarrat és sarokvarrat
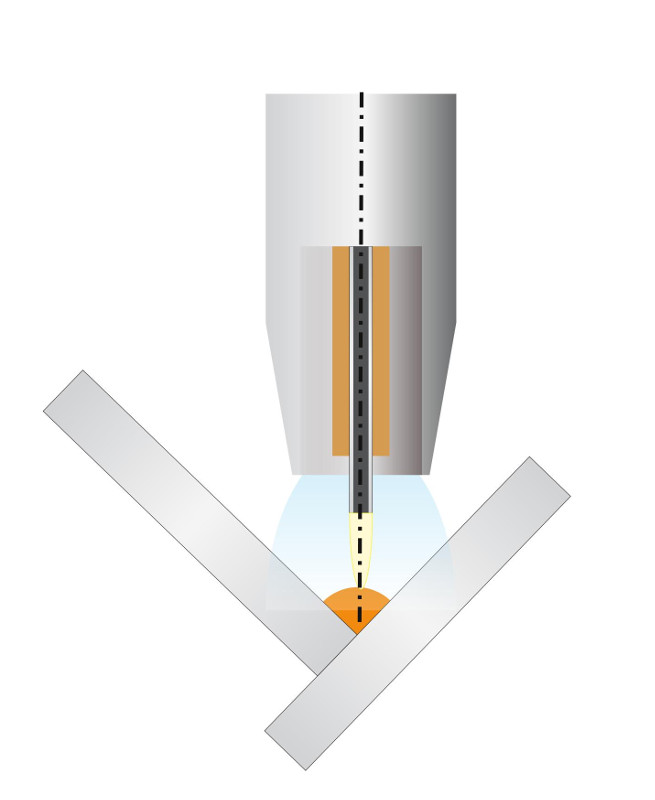
Haránt hegesztés
Haránt hegesztésnél a varrat tengelye még mindig vízszintesnek tekinthető, de itt már figyelembe kell vennünk a gravitáció hatását. Míg azonban a sarokvarrat nem jelent nagy nehézséget a vízszintes hegesztéshez képest, mivel az egyik munkadarab megtámasztja a hegfürdőt, a haránt tompavarrat készítésekor már több dologra kell figyelni.
Haránt hegesztésnél a felső munkadarabra több hőt kell irányítani. Az elektródát a varrat felső széle felé kell irányítani, hullámos elektródavezetéskor több időt kell a felső félen hagyni.
Főleg a haránt tompavarrat esetén a hegfürdőnek komoly esélye van megfolyni, ezért a hegesztőgépet pontosabban kell beállítani, és a vízszintes vagy a haránt sarokvarratokhoz képest kisebb áramot kell beállítani, hogy a hőbevitel kisebb legyen, és a hegfürdő hamarabb megszilárduljon.
Haránt tompa- és sarokvarrat. Az elektródát nagyon enyhén a felső munkadarabra irányítsuk
Vastagabb anyagok hegesztése esetén a varratot több hernyóból kell felépíteni. Ilyenkor az az ideális, ha a varratokat először az alsó munkadarabhoz kötve bentről kifelé, majd lentről fölfelé haladva visszük fel.
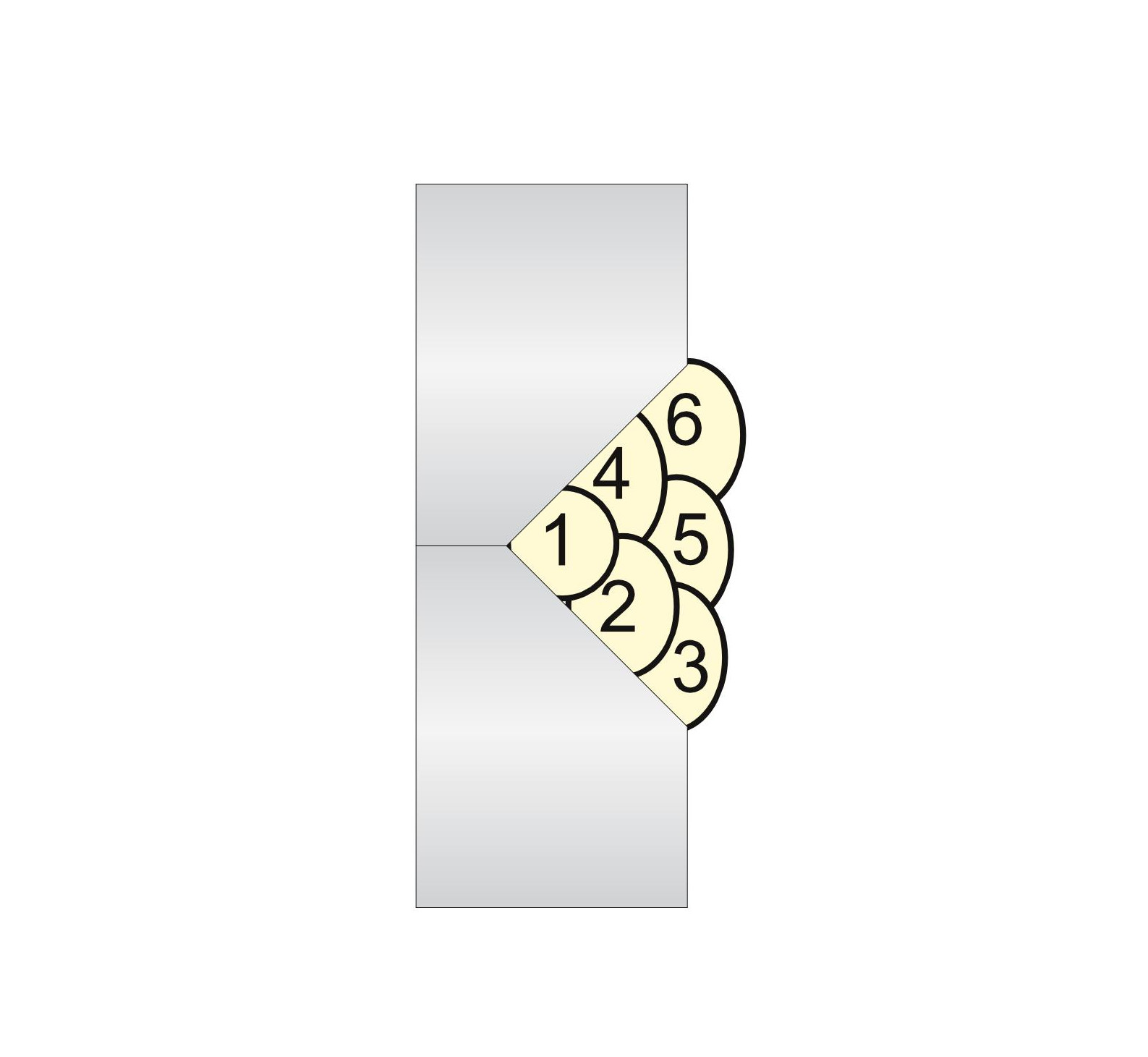
Varrathernyók felrakási sorrendje
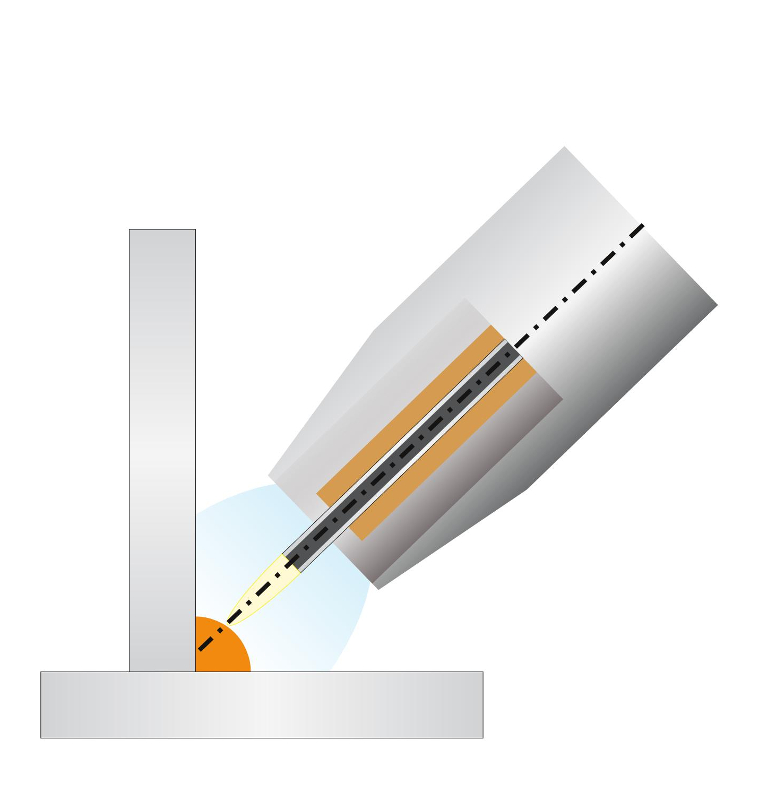
Függőleges hegesztés
Függőleges hegesztésen belül a varrat felépítésének iránya szerint megkülönböztetünk függőleges felfelé és lefelé hegesztést. A függőleges felfelé hegesztés gyakoribb eljárás, különösen nagyobb anyagvastagságnál.
Függőleges hegesztésnél a hegfürdő mindenképpen megfolyik, ha a vízszintes vagy haránt hegesztéshez használt beállításokat és technikákat használjuk. Egy sor praktikát kell alkalmaznunk, hogy ennek a hatását ki tudjuk védeni, különben a varrat szükségszerűen silány minőségű lesz.
Függőleges hegesztéskor még jobban vissza kell vennünk a bevitt hőt és a hozaganyag adagolását – MIG (CO) hegesztés esetében az előtolási sebességet és a munkafeszültséget – hogy a hegfürdő viszonylag kicsi és kevésbé forró legyen, hogy minél hamarabb meg tudjon szilárdulni. Szinergikus vezérlésű hegesztő invertereken az is segít, ha a ténylegesnél kisebb anyagvastagságot állítunk be.
Függőleges tompavarratot hegesztve az elektróda az a varrat irányára merőleges álljon (salakképződéssel járó eljárások esetén némiképp a haladás irányába döntve, mert a függőleges hegesztés különösen érzékeny a salakzárványok képződésére), sarokvarratot készítve viszont célszerű kb. 45°-kel megdönteni úgy, hogy az elektróda a kész varrat irányába mutasson („húzó” irány).
Az elektróda egyenes vezetése rossz beolvadást fog eredményezni. Mivel az ideálisnál kisebb hőbevitellel dolgozunk, el kell érni, hogy az egyes munkadarabokon jó legyen a beolvadás, ez pedig csak úgy lehetséges, ha az elektródát cikk-cakkban vezetjük az egyik munkadarabtól a másikig.
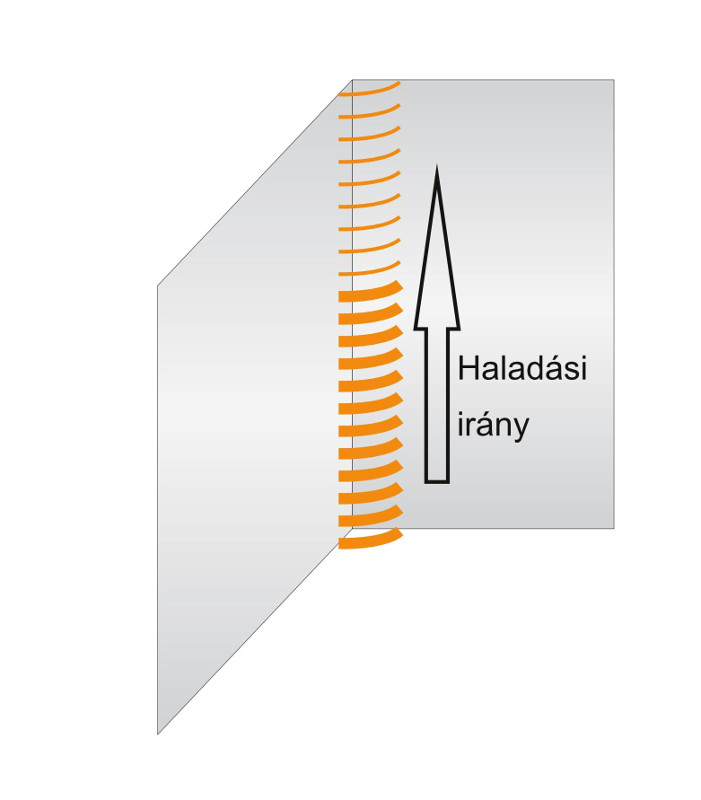
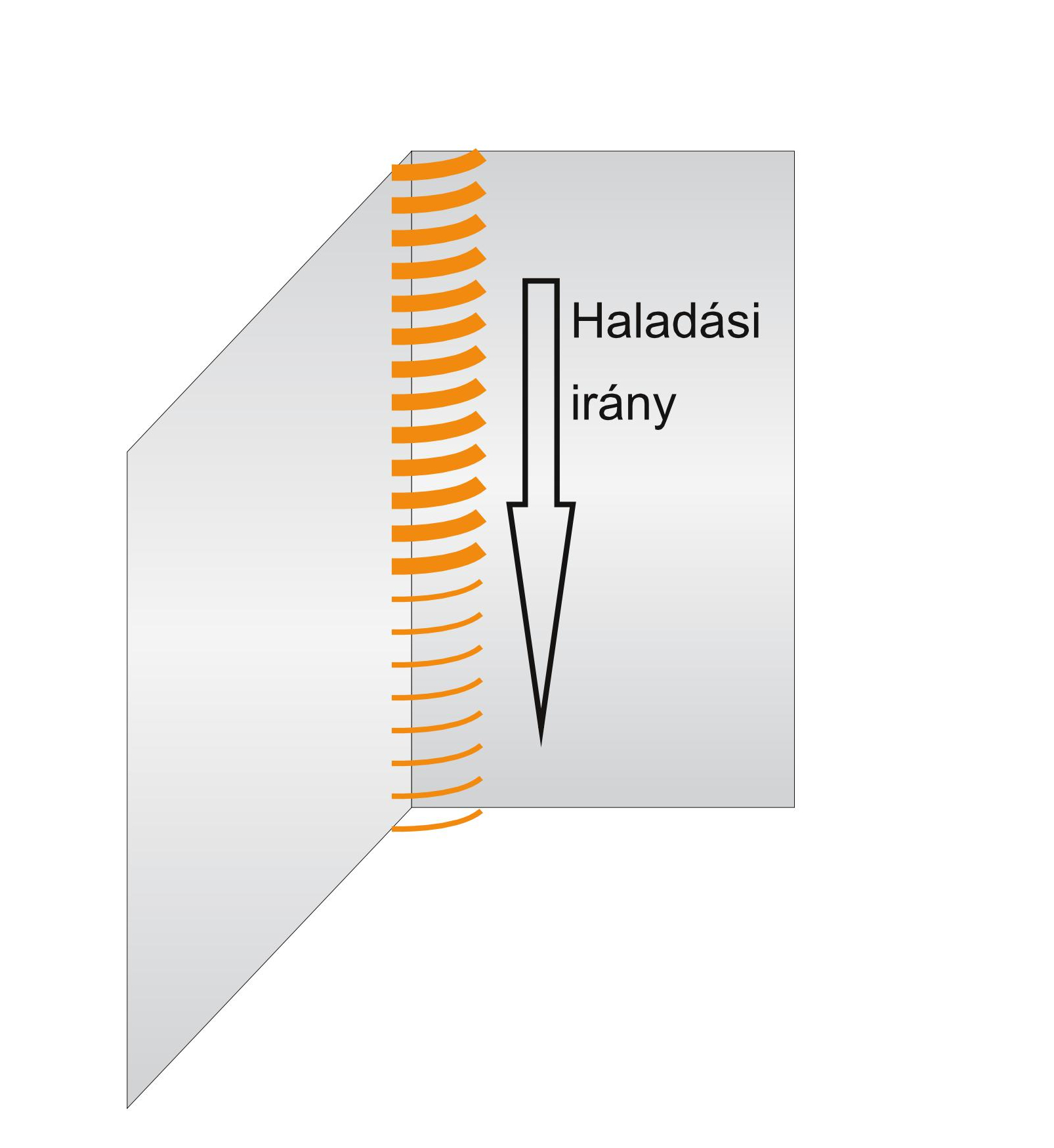
Függőleges fel- és lefelé hegesztés
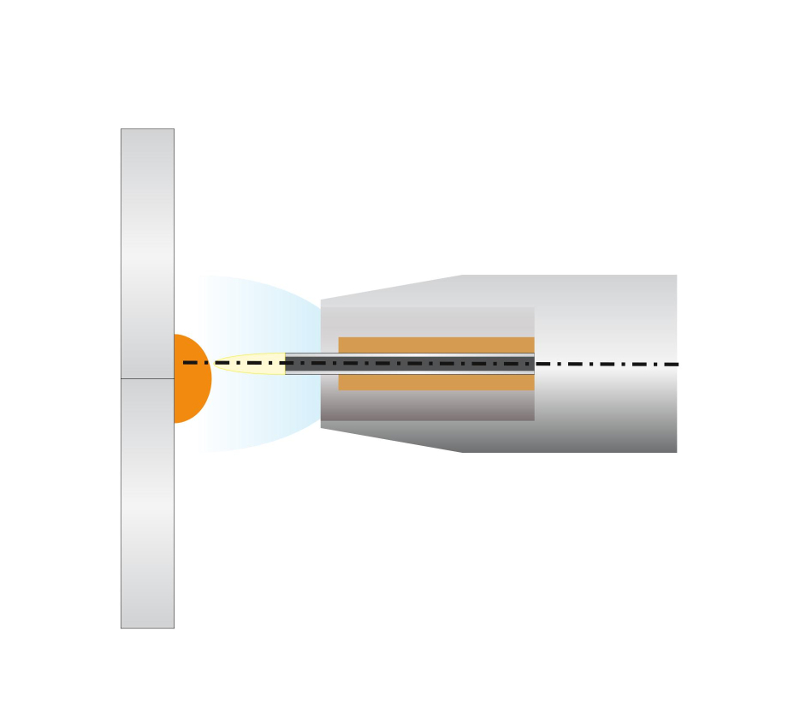
Fej feletti hegesztés
Legvégső esetben, ha a munkadarabok nagy mérete miatt nem lehet azokat elforgatni, fej fölötti pozícióban kell azokat meghegeszteni.
A függőleges hegesztésnél megismert elvek itt is igazak. Az ideálisnál kevesebb hőt kell bevinni a munkadarabokra, ezért a biztos beolvadás érdekében cikk-cakkban kell vezetni az elektródát.
Fej feletti hegesztésnél az olvadt anyag leesése különösen balesetveszélyes. Fej fölötti hegesztést mindig teljes védőfelszerelésben kell végezni, ami magába foglalja a fej pajzs alatti védelmét és a bőr hegesztőkabátot is.
Hegesztőpisztolyok a kompromisszumok nélküli pozícióhegesztéshez
A függőleges és a fej fölötti hegesztés esetében nagy mértékben felértékelődik a forgónyakas hegesztőpisztolyok szerepe. Fej fölötti hegesztésnél gyakorlatilag nélkülözhetetlenek. A forgatható nyakú munkakábelek előnyeiről itt és itt olvashatnak. Ezek elérhetők MIG (CO), TIG (AWI) vagy akár vízhűtéses kivitelben is, akár 500 A hegesztőáramig is. Ha nehezen hozzáférhető helyen hegesztve is szeretné megtartani az ideális elektródavezetést, egyedi hegesztőpisztolyt is készítünk Önnek a saját igényei alapján. Amennyiben kérdése van, ajánlatot kérne, várjuk megkeresését!

